Но как сварить тонкий металл в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.



Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.

Плюсы и минусы сварки металла полуавтоматом
Сварка полуавтоматом имеет ряд неоспоримых преимуществ, но и не лишена некоторых недостатков. К главному достоинству можно отнести возможность получения шва хорошего качества даже начинающими сварщиками. Для производственных участков важным достоинством может считаться сварка тонкого металла с высокой производительностью труда, превосходящую производительность ручной дуговой сварки в 2 – 4 раза.
- Читайте также:
Автолюбители, безусловно, в числе первых достоинств назовут возможность сваривания тонких листов металла.
К недостаткам относят повышенное разбрызгивание металла в случае нарушения газовой защиты, необходимость осуществления подвода защитного газа и более высокое излучение от дуги.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
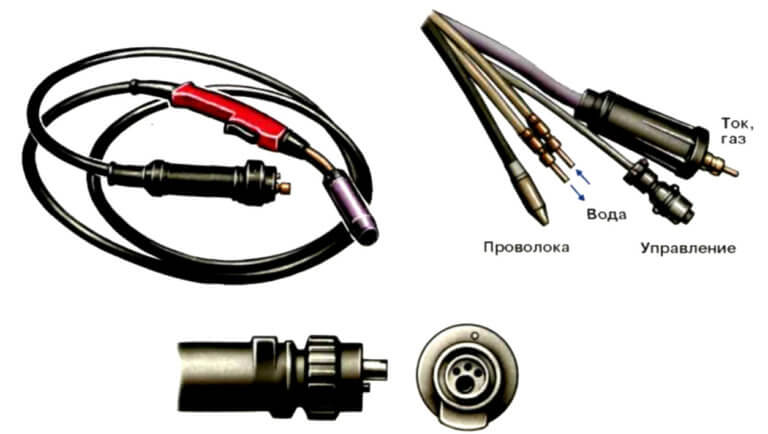
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
 Читайте также:
Читайте также:

Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором? Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод. При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки MIG/MAG.
MIG/MAG — это аббревиатура, обозначающая технологию наиболее распространенной электродуговой сварки в среде инертного (MIG –«Inert») или активного (MAG – «Active») газа. Дуга образовывается между свариваемыми деталями и плавящимся металлическим электродом. В зону сварки присадочный материал (плавящийся электрод) подается автоматически.
Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.

В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.

Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали. Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Сварочный полуавтомат: конструкция и технология
Свое название такие устройства получили потому, что «электрод» в них подается автоматически, а горелка передвигается рукой сварщика. В качестве электрода в них используют сварочную проволоку диаметром 0,8 – 1,6 мм. В связи с тем, что она не имеет обмазки, в зону сварочной ванны (зона расположения горящей дуги и ванны расплавленного металла) подается защитный газ, который не позволяет кислороду воздуха контактировать с расплавленным металлом.
Основной частью устройства является механизм подачи сварочной проволоки. Для этого в нем имеются:
· двигатель с редуктором;
· подающие ролики с гладкой канавкой или канавкой с насечками (для порошковой проволоки);
· катушка со сварочной проволокой;
· устройство для регулирования скорости подачи.
Подающий механизм входит в состав полуавтомата вместе с газовым баллоном, шлангом для подачи инертного газа и горелкой, которая направляет сварочную проволоку и инертный газ в зону сварки.
Для питания полуавтомата идеальным вариантом (как мы уже говорили) является сварочный инвертор. Это может быть мобильный вариант со встроенным механизмом подачи проволоки или более мощный промышленный инвертор с раздельным механизмом подачи проволоки. Компактные полуавтоматы, как правило, используются в стационарных условиях. Необходимо отметить, что инверторы позволяют использовать режим ручной дуговой сварки электродами до 5 мм, что значительно расширяет возможности таких аппаратов.
Работа сварочного полуавтомата аналогична ручной дуговой сварке, но имеет ряд существенных особенностей. Поскольку проволока подается автоматически, то исчезает необходимость замены сварочных электродов, что повышает производительность труда в 2 – 4 раза. Дополнительной обязанностью сварщика является необходимость слежения за надежной подачей защитного газа при работе на ветру или сквозняке. В случае сдувания защитного газа приходится увеличивать скорость его подачи, что ведет к повышенному расходу. В таком случае есть смысл позаботиться о защите рабочей зоны от ветра.
Подготовка к сварке полуавтоматом
Предлагаем вам пошаговую инструкцию по заправке сварочной проволоке в полуавтомат:
· установить и зафиксировать катушку с проволокой;
· протянуть проволоку в канавку ролика сантиметров на 20;
· зафиксировать верхний прижимной ролик;
· выставить усилие прижатия роликов;
· снять сопло горелки и его наконечник;
· распрямить канал горелки и пробовать подачу проволоки, нажимая на кнопку;
· подгонять размер вышедшей из горелки проволоки до 5 – 10 мм и накручивать наконечник на сопло;
С этого момента аппарат к работе готов: можно подавать газ и зажигать дугу.
Технологические возможности полуавтоматов
Полуавтоматическая сварка металлов с успехом применяется для сваривания различных металлов, в том числе алюминия. Для сварки алюминия рекомендуется использование процесса в среде чистого аргона. При этом необходимо учитывать высокую электропроводность алюминия и необходимость увеличения скорости подачи проволоки, а, возможно, и дополнительного прогрева детали.
Однако, в небольших мастерских около 90% занимает черный металл. Если добавить к нему низкоуглеродистые и низколегированные стали, то получим основную массу изделий, которые приходится варить. К счастью, все это прекрасно варится полуавтоматом при соблюдении соответствующих технологий. Главное в этом процессе – максимальное соответствие химического состава сварочной проволоки химическому составу свариваемого изделия.
При сваривании нержавейки применяют смесь аргона и углекислого газа, используя, в основном, три следующих способа;
· короткой дугой;
· струйным переносом;
· импульсной сваркой.
Иногда практикуют сварку нержавейки без защитного газа с использованием порошковой проволоки. Сразу отметим, что малая экономия средств не стоит постепенной коррозии дорогого металла, приводящего к потере его характеристик с перспективой дальнейшего разрушения.
Сварку цветных металлов производят с использованием проволоки соответствующего состава толщиной от 0,8 до 1,6 мм. Эти процессы проходят на меньших токах, чем при сварке стали, но требуют более тонких регулировок. Кроме упомянутого выше алюминия, полуавтоматами варят:
· бронзы;
· алюмо-магниевые сплавы;
· дюралюминий;
· медь и сплавы на её основе.
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Скажи, нет зазорам!
Тонкий металл лучше всего варить без зазоров. Здесь нет такого большого напряжения, поэтому заготовки можно располагать вплотную, избегая больших зазоров.
Если нужно заварить отверстие, то лучше всего будет применить заплатку из куска тонкого листа. При этом заплатка приваривается к изделию не сплошным швом, а прихватками (точечно) по несколько штук с каждой стороны.

